
Products
Contact Us
Address:
15 Wangao nan Road, Xinqian Subdistrict, Huangyan District, Taizhou, Zhejiang
Telephone:
E-mail:

HGXE 4-Flute End Mill
1、0.3um ultra fine particles, makes it have both to-ughness and hardness, high speed and long time cutting could be true.
2、The super lubrication of ATX coating surface,makes the friction coefficient of the coating surface lower,cutting resistance and cutting temperature will be greatly reduced;
3、ATX coating is very suitable for cutting the materials of HRC40-55,widely used to the processing of high-precision moulds such as car lamp moulds, mobile phone moulds and hardware moulds, etc.
Key words: tool
Classification:
Product Details
Peculiarity:
1、0.3um ultra fine particles, makes it have both to-ughness and hardness, high speed and long time cutting could be true.
2、The super lubrication of ATX coating surface,makes the friction coefficient of the coating surface lower,cutting resistance and cutting temperature will be greatly reduced;
3、ATX coating is very suitable for cutting the materials of HRC40-55,widely used to the processing of high-precision moulds such as car lamp moulds, mobile phone moulds and hardware moulds, etc.
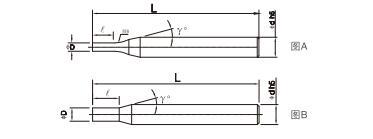
| Model | Blade path | Flute Length | Neck R | Shank cone angle | Length | Shank Diameter | Icon | Stock |
| Type No. | ΦD | l | R | Y/° | L | Φd1 | Pic | |
| HGXE4010 0450 | 1 | 3 | 4 | 12 | 50 | 4 | A | ▲ |
| HGXE4010 0650 | 1 | 3 | 4 | 12 | 50 | 6 | A | ▲ |
| HGXE4015 0450 | 1.5 | 4 | - | 11 | 50 | 4 | B | ▲ |
| HGXE4015 0650 | 1.5 | 4 | - | 11 | 50 | 6 | B | ▲ |
| HGXE4020 0450 | 2 | 6 | - | 11 | 50 | 4 | B | ▲ |
| HGXE4020 0650 | 2 | 6 | - | 11 | 50 | 6 | B | ▲ |
| HGXE4025 0450 | 2.5 | 8 | - | 11 | 50 | 4 | B | ▲ |
| HGXE4025 0650 | 2.5 | 8 | - | 11 | 50 | 6 | B | ▲ |
| HGXE4030 0450 | 3 | 8 | - | 11 | 50 | 4 | B | ▲ |
| HGXE4030 0650 | 3 | 8 | - | 11 | 50 | 6 | B | ▲ |
| HGXE4030 0675 | 3 | 12 | - | 11 | 75 | 6 | B | ▲ |
| HGXE4040 0450 | 4 | 11 | - | - | 50 | 4 | B | ▲ |
| HGXE4040 0475 | 4 | 15 | - | - | 75 | 4 | B | ▲ |
| HGXE4040 0650 | 4 | 11 | - | 11 | 50 | 6 | B | ▲ |
| HGXE4040 0675 | 4 | 15 | - | 11 | 75 | 6 | B | ▲ |
| HGXE4050 0650 | 5 | 13 | - | 11 | 50 | 6 | B | ▲ |
| HGXE4050 0675 | 5 | 18 | - | 11 | 75 | 6 | B | ▲ |
| HGXE4060 0650 | 6 | 16 | - | - | 50 | 6 | B | ▲ |
| HGXE4060 0660 | 6 | 16 | - | - | 60 | 6 | B | ▲ |
| HGXE4060 0675 | 6 | 20 | - | - | 75 | 6 | B | ▲ |
| HGXE4060 06100 | 6 | 20 | - | - | 100 | 6 | B | ▲ |
| HGXE4080 0860 | 8 | 20 | - | - | 60 | 8 | B | ▲ |
| HGXE4080 0875 | 8 | 20 | - | - | 75 | 8 | B | ▲ |
| HGXE4080 08100 | 8 | 25 | - | - | 100 | 8 | B | ▲ |
| Model | Blade path | Flute Length | Neck R | Shank cone angle | Length | Shank Diameter | Icon | Stock |
| Type No. | ΦD | l | R | Y/° | L | Φd1 | Pic | |
| HGXE4100 1075 | 10 | 25 | - | - | 75 | 10 | B | ▲ |
| HGXE4100 10100 | 10 | 30 | - | - | 100 | 10 | B | ▲ |
| HGXE4120 1275 | 12 | 30 | - | - | 75 | 12 | B | ▲ |
| HGXE4120 12100 | 12 | 35 | - | - | 100 | 12 | B | ▲ |
| HGXE4140 1475 | 14 | 32 | - | - | 75 | 14 | B | ▲ |
| HGXE4140 14100 | 14 | 40 | - | - | 100 | 14 | B | ▲ |
| HGXE4160 16100 | 16 | 45 | - | - | 100 | 16 | B | ▲ |
| HGXE4160 16150 | 16 | 50 | - | - | 150 | 16 | B | ▲ |
| HGXE4200 20100 | 20 | 45 | - | - | 100 | 20 | B | ▲ |
| HGXE4200 20150 | 20 | 55 | - | - | 150 | 20 | B | ▲ |
Cutting Parameters
| Material of Work Piece | Carbon Steels, Alloy Steels (HRC35 or less) |
Pre-Hardened Steels |
Hardened Steels (HRC46-55) |
|||||||||
| Type No. |
Spirde speed min |
Feed mm/min |
Ap mm |
Ae mm |
Spirde speed min |
Feed mm/min |
Ap mm |
Ae mm |
Spirde speed min |
Feed mm/min |
Ap mm |
Ae mm |
| HGXE4010 | 21780 | 1400 | 0.05 | 0.7 | 19800 | 1240 | 0.05 | 0.7 | 18000 | 800 | 0.05 | 0.7 |
| HGXE4015 | 18150 | 1680 | 0..05 | 1.05 | 16500 | 1488 | 0.05 | 1.05 | 15000 | 960 | 0.05 | 1.05 |
| HGXE4020 | 15125 | 2100 | 0.1 | 1.5 | 13750 | 1860 | 0.1 | 1.5 | 12500 | 1200 | 0.05 | 1.5 |
| HGXE4025 | 12100 | 2800 | 0.1 | 1,75 | 11000 | 2480 | 0.1 | 1,75 | 10000 | 1600 | 0.05 | 1.75 |
| HGXE4030 | 9680 | 2800 | 0.1 | 2.1 | 8800 | 2480 | 0.1 | 2.1 | 8000 | 1600 | 0.05 | 2.1 |
| HGXE4040 | 7865 | 2800 | 0.1 | 2.8 | 7150 | 2480 | 0.1 | 2.8 | 6500 | 1600 | 0.05 | 2.8 |
| HGXE4050 | 7260 | 2100 | 0.1 | 3.5 | 6600 | 1860 | 0.1 | 3.5 | 6000 | 1200 | 0.1 | 3.5 |
| HGXE4060 | 6050 | 1680 | 0.1 | 4.2 | 5500 | 1488 | 0.1 | 4.2 | 5000 | 960 | 0.1 | 4.2 |
| HGXE4080 | 5445 | 1680 | 0.2 | 5.6 | 4950 | 1488 | 0.2 | 5.6 | 4500 | 960 | 0.1 | 5.6 |
| HGXE4100 | 4840 | 1400 | 0,2 | 7 | 4400 | 1240 | 0,2 | 7 | 4000 | 800 | 0.1 | 7 |
| HGXE4120 | 4235 | 1400 | 0.2 | 8.4 | 3850 | 1240 | 0.2 | 8.4 | 3500 | 800 | 0.1 | 8.4 |
| HGXE4140 | 3630 | [400 | 0.2 | 9,6 | 3300 | 1240 | 0.2 | 9.6 | 3000 | 800 | 0.1 | 9.6 |
| HGXE4160 | 3388 | 1400 | 0.2 | 11.2 | 3080 | 1240 | 0.2 | 11.2 | 2800 | 800 | 0.1 | 11.2 |
| HGXE4200 | 3025 | 1400 | 0.2 | 14 | 2750 | 120 | 0.2 | 14 | 2500 | 800 | 0.1 | 14 |
Online message

SGSO Technology Co., Ltd.
Greater China & APAC:
Address:15 South Wangao Road, Xinqian Subdistrict, Huangyan District, Taizhou, Zhejiang, China.
Email:nick.zhang@sgsotools.com
Tel:+86-576-84116878
Europe:
Address:Europark Fichtenhain A13a, 47807 Krefeld, Germany.
Email:info@sgso-europe.com
For General Inquiry, please contact:sales@sgsotools.com
;
Copyright©2023 SGSO Technology Co.,Ltd.

